 Subscribe To Tags, See What You Want To See
Subscribe To Tags, See What You Want To See Sign Up For Events, Expand your network
Sign Up For Events, Expand your network Unlock Private Messages, Participate In Interactions
Unlock Private Messages, Participate In Interactions





































- Comment
(0)

Home > News > Automotive
Technical paper: A study on the application of UHMWPE in wet separator
To produce wet separators for lithium-ion batteries with ultra-high molecular weight polyethylene (UHMWPE) / paraffin oil by Thermally Induced Phase Separation (TIPS) process, this paper discusses the impacts of molecular weight of UHMWPE, extrusion temperature, extruder speed, machine head pressure, and screw combination on the consistency of the melt.
The results indicate that higher molecular weight affects the consistency of the melt. To a certain extent, the consistency of the melt and the extrusion processability can be improved by reducing solid content, increasing machine head pressure and extruder speed, and improving shearing and distribution by adjusting screw combinations. Among these, adjusting screw combinations shows the most significant effect.
Thanks to its processing properties, wet separator for lithium-ion battery has the advantages of high strength, thin specification, excellent consistency, etc. Its market share is always much higher than that of dry separator. As safety, energy density, charge/discharge speed and other requirements of power batteries become increasingly demanding, the research on wet separator currently focuses on its thin specification, high porosity and high strength.
The strength of separators, especially their puncture strength, greatly depends on the molecular weight of the materials, and higher molecular weight means higher strength. However, the extrusion process is difficult to control, affecting the film-forming property and product consistency. Therefore, the molecular weights of current finished separators are generally lower than 100W.
In the experiment for this paper, wet separators for lithium-ion batteries were produced with UHMWPE/paraffin oil by TIPS process. The impacts of molecular weight of UHMWPE, extrusion temperature, extruder speed, machine head pressure, and screw combination on the consistency of the melt are studied, in order to realize the processing of UHMWPE/paraffin oil of higher molecular weight.
Experiment setup
Main raw materials: UHMWPE PE-A Mv 50W, PE-B Mv 200W
Paraffin oil: Kinematic viscosity (40℃) 70 mm²/s
Main instruments: Medium-sized twin-screw extruder, static biaxial stretching machine
Production of samples: The UHMWPE and paraffin oil were sheared and mixed in the twin-screw extruder, the melt obtained was discharged via a T-shaped die head, solidified and molded on the cooling roller. Next, the sheets were stretched (stretching ratio: MDxTD/5X7) on the static biaxial stretching machine, drilled and went through an extraction process in dichloromethane. After a drying process, the separator samples were obtained.
Results and Discussion
Impact of molecular weight on the consistency of the melt
Experiment results show that when the molecular weight of formulation is higher than 80W, increase in molecular weight lowers the consistency of the melt, and the melt surface is coarse with gel points. When the molecular weight reaches 120W, film formation is impossible.
With an increase in molecular weight, the mixing effect of PE and paraffin oil becomes worse, and the rheological property and strength of the melt decrease. As a result, the melt ruptures due to shear effect of the inner wall of the die.
Experiment No. | Molecular weight of formulation | Experiment results |
1-1 | 50W | Smooth and uniform melt surface (Fig. 1) |
1-2 | 80W | Smooth and uniform melt surface |
1-3 | 100W | Coarse (slight) melt surface with gel points |
1-4 | 120W | Coarse melt surface with clear water pattern (Fig. 2) |
Experiment results for impact of molecular weight

Fig. 1. : Appearance of the melt in Experiment 1-1

Fig. 2: Appearance of the melt in Experiment 1-4
Impact of solid content on the consistency of the melt
Based on molecular weight of 120W, the impact of solid content on the consistency of the melt was verified.
Experiment results show that the consistency of the melt is improved by reducing solid content. Lower solid content decreases melt viscosity and improves the fluidity. Meanwhile, the shear effect on the melt surface in the T-shaped die head is weakened, so the melt rupture is mitigated.
Experiment No. | Solid content | Experiment results |
2-1 | 30% | Coarse melt surface with clear ripple pattern |
2-2 | 25% | Coarse melt surface with slight water pattern |
2-3 | 20% | Coarse melt surface without water pattern (Fig. 3) |
2-4 | 15% | Stable film formation was impossible due to too low melt viscosity |
Experiment results for impact of solid content

Fig. 3: Appearance of the melt in Experiment 2-3
Impact of extrusion temperature on the consistency of the melt
Based on molecular weight of 120W and solid content of 20%, the impact of extrusion temperature on the consistency of the melt was verified.
From the results, extrusion temperature has no significant impact on melt quality, and it may be related to the rheological property of the melt.
Impact of extruder speed on the consistency of the melt
Based on molecular weight of 120W, solid content of 20%, and extrusion temperature of 190℃, the impact of extruder speed on the consistency of the melt was verified.
The results show that increase the screw speed improves the consistency of the melt, but the improvement is limited. The increase in screw speed generates greater shear force applied on the melt, which results in better plasticizing. However, as the retention time for the melt in the extruder is shorter, the plasticizing effect may become worse.
Experiment No. | Extruder speed | Experiment results |
4-1 | 70rpm | Coarse melt surface |
4-2 | 80rpm | Coarse melt surface (slightly better) |
4-3 | 90rpm | Coarse melt surface (better) |
4-4 | 100rpm | Coarse melt surface (better) |
Experiment results for impact of extruder speed
Impact of screw combination on the consistency of the melt
Based on molecular weight of 120W, solid content of 20%, extrusion temperature of 190℃, and extruder speed of 90rpm, the impact of screw combination on the consistency of the melt was verified. The new screw combination improves the shearing and mixing capabilities.
The results show that using the new screw combination significantly improves the consistency of the melt. With an increase in the molecular weight from 120W to 130W, minor rupture occurred on the melt surface; when the molecular weight was increased to 140W, the melt rupture was obvious. The consistency of mixing PE with paraffin oil can be improved effectively by adjusting the screw combination.
Experiment No. | Molecular weight of formulation | Experiment results |
5-1 | 120W | Smooth and bright melt surface |
5-2 | 130W | Coarse (slight) melt surface (Fig. 4) |
5-3 | 140W | Coarse (obvious) melt surface (Fig. 5) |

Fig. 4: Appearance of the melt in Experiment 5-2

Fig 5: Appearance of the melt in Experiment 5-3
To further evaluate the consistency of the melt, the sheet with molecular weight of 130W in Experiment 5-2 was selected to be stretched and drilled on the static biaxial stretching machine, and went through an extraction process in dichloromethane.
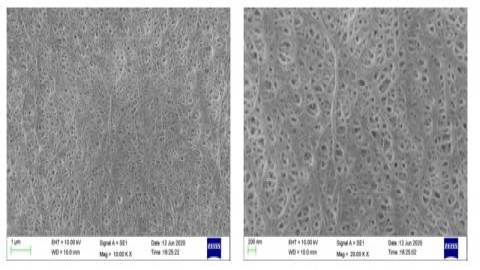
The sample obtained was further evaluated by Solid-Phase Extraction Membrane (SEM) and High Temperature Gel Permeation Chromatography (HT-GPC) analysis. As shown in Fig. 6 and Fig 7, the micropores are uniformly distributed on the surface without non-porous areas. The peak molecular weight (Mp) of the material obtained was 1179549. The raw material did not show significant decrease in molecular weight after processing. The molecular weight of formulation was increased significantly compared with conventional products.

Fig. 6: SEM analysis for sample of Experiment 5-2

Fig. 7: HT-GPC analysis for sample of Experiment 5-2
Conclusion
The consistency of the melt decreases when the molecular weight is increased. If the molecular weight is higher than 100W, the consistency of the melt will decrease significantly.
The consistency of the melt can be improved by reducing the solid content and increasing the screw speed appropriately;
Strengthening the mixing capability of the screw combination can improve the melt quality effectively, making the processing with molecular weight of formulation of 130W achievable. The micropores are uniformly distributed on the surface, and there is no significant decrease in the molecular weight of the raw material.
(Shenzhen Senior Technology Material Co., Ltd.: Xiao Wuhua, Yang Xuemei, Wang Jinbo, Li Chuang)
 Like
Like

















Leave Comment
All Comments



Recommended Articles
 Automotive
Automotive 2025-05-19
2025-05-19 Automotive 2025-05-15
Automotive 2025-05-15 Automotive 2025-05-13
Automotive 2025-05-13 Automotive 2025-05-12
Automotive 2025-05-12 Automotive 2025-05-09
Automotive 2025-05-09 Automotive 2025-05-08
Automotive 2025-05-08

You May Also Like



 Must See
Must See
 1
1 2
2 3
3
 4
4 5
5





- Hot Specials
You May Be Interested In

Change
- People
- Company

Hot Tags